At JADE MAGO, we often encounter a disconnect between general market perception and the gritty reality of the production floor. When the average consumer asks, “What does Rose Quartz do?”, they are usually searching for metaphysical properties or emotional healing benefits. However, for those of us in the B2B sector—wholesalers, procurement officers, and factory managers—the question has a entirely different weight. We need to know what this material does under a diamond saw, how it behaves when subjected to high-speed polishing, and how it holds up structurally during shipping and long-term display.
This article serves as a technical bridge, moving away from the ethereal and grounding us in the practical. We are writing this from the manufacturer’s source, drawing on our extensive experience at JADE MAGO handling tons of raw silicate materials. We will explore the specific manufacturing applications of Rose Quartz, its geological constraints, and the processing realities that dictate its commercial value. Whether you are commissioning a batch of gua sha tools or large-scale architectural slabs, understanding the physical “behavior” of this stone is critical to your bottom line.

Table of Contents
The Material Science: Hardness and Machinability
To truly understand what Rose Quartz does in a manufacturing context, we must first look at its fundamental DNA. Rose Quartz is a macro-crystalline variety of the mineral Quartz (SiO₂). Unlike cryptocrystalline varieties like Chalcedony or Agate where the crystals are microscopic, Rose Quartz formations are generally massive. This distinction is vital for a manufacturer because it dictates how the stone reacts to impact and friction.

The Implications of Mohs Hardness on Tooling
The most defining characteristic of Rose Quartz in the factory is its ranking on the Mohs Scale of Mineral Hardness, where it consistently sits at a 7. For a processing facility, this number is not just a statistic; it is the baseline that determines our tooling budget and production speed. A hardness of 7 means that Rose Quartz is significantly harder than steel (which generally sits around 5.5 to 6.5) and glass. Consequently, we cannot use standard steel tools to shape this material. If you attempt to cut Rose Quartz with a hardened steel blade, the stone will actually cut the metal, not the other way around.
Therefore, the processing of Rose Quartz requires the exclusive use of diamond-impregnated tooling or silicon carbide abrasives. When we set up our CNC machines or waterjet cutters for a production run, we must calculate the wear rate of our diamond bits. Rose Quartz is brittle, lacking the toughness (resistance to fracture) found in Nephrite Jade. This means that while it is hard and scratch-resistant, it “does” something very specific when stressed: it shatters with a conchoidal (shell-like) fracture. Our technicians must maintain a constant flow of coolant and carefully calibrated RPM speeds to prevent micro-fractures from propagating through the material during the cutting phase.
Thermal Stability and Chemical Resistance
Another aspect of what Rose Quartz “does” involves its reaction to the heat generated during manufacturing. In high-volume production, friction generates immense heat. Rose Quartz is generally heat stable, but the specific color centers—often attributed to trace amounts of titanium, iron, or manganese—can be sensitive. While it takes temperatures exceeding 500°C to significantly alter the crystal structure, the localized heat from dry polishing can sometimes cause surface burns or “hazing,” where the pink hue becomes desaturated or white streaks appear.
From a chemical standpoint, Rose Quartz offers excellent resistance. It is insoluble in most acids, except for hydrofluoric acid. This chemical stability is a massive advantage for manufacturing home goods, such as bathroom vanities or luxury countertops. It means the end product will not etch easily when exposed to household cleaners or acidic foods like lemon juice. For our clients, this translates to a lower rate of returns and warranty claims, as the product maintains its polish longer than softer stones like Calcite or Marble.
From Raw Block to Production: Material Selection
Before a single cut is made, the raw material must undergo a rigorous selection process. What Rose Quartz “does” in the final product is entirely dependent on the quality of the raw block selected at the mine or the stockyard. At JADE MAGO, we categorize raw material based not just on color, but on structural integrity and “workability.”

Analyzing Structural Integrity and Fractures
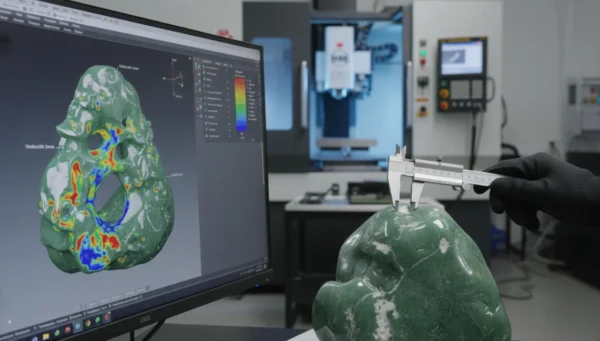
Rose Quartz is notoriously prone to internal fracturing. Unlike transparent Clear Quartz which often grows in distinct crystal points, Rose Quartz is typically found in massive formations (anhedral crystals) that have been subjected to geological stress. This results in a material that is often riddled with internal fissures, veils, and cracks. When we evaluate a ton of raw material, our primary concern is the “yield rate.”
If a block is heavily fractured, it cannot be used for precision carving or large items. During the sawing process, the vibration of the machinery will exploit these natural weak points, causing the block to crumble. Therefore, we use high-intensity lumen lights to transilluminate the rough stone. We are looking for “clean” zones—areas of solid silica free from major structural faults. A high-quality block allows us to produce continuous, uninterrupted surfaces, whereas lower-grade material is relegated to tumbled stones or small beads where structural continuity is less critical.
The variability of Color Saturation
The manufacturing value is also heavily dictated by the depth of the pink coloration. The source of the material plays a huge role here. Material sourced from Madagascar typically offers a deeper, more gelatinous “jelly” pink that is highly prized for jewelry and high-end carvings. Conversely, Brazilian Rose Quartz might lean towards a paler, milkier pink.
For a manufacturer, consistency is harder to achieve than intensity. If a client orders 1,000 soap dispensers, they expect a uniform look. However, Rose Quartz is natural, and a single block can vary from near-white to deep rose. We have to implement a strict “color grading” step in our production line. This involves sorting the rough material before processing and then sorting the semi-finished blanks again. This ensures that the “action” of the product—its visual appeal on a retail shelf—remains consistent with the brand image, avoiding a situation where one batch looks like premium gemstone and the next looks like washed-out quartz.
Industrial Processing Techniques: Turning Stone into Product
Once the raw Rose Quartz blocks have been selected and graded, they enter the processing phase. This is where the theoretical hardness of the stone meets the reality of industrial machinery. At JADE MAGO, we treat Rose Quartz differently than we treat Nephrite or Serpentine. Its brittle nature requires a specific protocol to minimize “shock” during the shaping process, ensuring that the material does not disintegrate under the stress of fabrication.

Stabilization and Vacuum Impregnation
One of the most critical, yet rarely discussed, steps in manufacturing commercial-grade Rose Quartz products is stabilization. As mentioned in the previous section, Rose Quartz is often riddled with natural internal fissures. In a high-volume manufacturing context, we cannot afford for these fissures to turn into open breaks during shipping or usage. Therefore, before the stone undergoes fine carving, it often goes through a vacuum impregnation process.
In this stage, the rough sawn slabs or blanks are placed in a vacuum chamber. Air is sucked out of the microscopic cracks within the stone, and a high-grade, optically clear epoxy resin is introduced. Because the air has been removed, the resin is drawn deep into the stone’s internal structure, curing to create a solid, cohesive unit. This does not change the color or the chemical makeup of the quartz itself, but it significantly reinforces the structural integrity. For B2B buyers, understanding this process is vital because it explains why some “natural” stone products are durable enough for daily use as countertops or flooring, while untreated raw stone might fail under similar conditions.
Precision Cutting and CNC Integration
When we move to the cutting stage, the “behavior” of Rose Quartz dictates our machinery choices. For simple geometric shapes, such as tiles or coaster blanks, we utilize large-diameter diamond saws with a continuous rim blade. A segmented rim, which is often used for granite, causes too much vibration and percussion for Rose Quartz, leading to chipped edges known as “shelling.” We must run our saws at a lower feed rate compared to other silicates to ensure a smooth cut.
For more complex shapes, such as intricate figurines or ergonomic beauty tools, we turn to Computer Numerical Control (CNC) machining. However, programming a CNC for Rose Quartz requires specific parameters. The spindle speed must be high, often exceeding 10,000 RPM, while the movement speed of the tool head must be slow. If the tool moves too fast, the friction generates localized heat that can cause thermal shock, resulting in immediate fracturing. We use water-soluble coolants exclusively, as oil-based coolants can sometimes penetrate the micro-pores of the quartz and stain the stone over time, which is a disaster for light-colored materials like Rose Quartz.
The Art of the Polish: Achieving the Glassy Luster
The difference between a high-end luxury product and a bargain-bin item often comes down to the quality of the polish. Rose Quartz is capable of taking a “vitreous” or glass-like polish, but achieving this requires a strict adherence to a grit progression sequence. At JADE MAGO, we have seen countless batches ruined by rushing this final stage.

The Grinding and Pre-Polish Sequence
The polishing process begins with coarse grinding, typically starting with 50 or 100-grit diamond pads to remove deep saw marks. The manufacturing team must meticulously inspect the surface after every single grit change. Rose Quartz is transparent to translucent, which means scratches are not just on the surface; they can reflect light internally, making them visible even after the top layer is shiny. We step up through 200, 400, and 800 grits.
A specific challenge we face with Rose Quartz is a phenomenon known as the “orange peel” effect. Because quartz crystals have different hardness levels depending on the direction of the crystal lattice, over-polishing with flexible pads can eat away softer areas faster than harder areas. This leaves a rippled texture that resembles the skin of an orange. To prevent this, skilled technicians use rigid backing pads during the intermediate stages (800 to 1500 grit) to keep the surface perfectly flat and planar before moving to the final high-gloss steps.
Final Buffing and Chemical Aids
To achieve that “wet look” finish, mechanical abrasion alone is often insufficient. The final stage usually involves a buffing wheel felt or leather pad loaded with a polishing oxide. While Cerium Oxide is the industry standard for glass and many quartzes, we sometimes find that Tin Oxide provides a slightly warmer, deeper luster on high-quality Rose Quartz.
This final buffing stage generates significant heat. The friction is necessary to flow the surface of the stone effectively, but it is a dangerous dance. If the operator lingers on one spot for too long, the heat build-up will cause surface crazing—tiny, web-like cracks that ruin the piece. It requires a tactile understanding of the material, a skill that our master polishers at JADE MAGO have refined over decades. This expertise is what you are paying for when you source from a reputable manufacturer rather than a generic trading company.
Manufacturing Applications in the B2B Market
So, what does Rose Quartz do when it leaves the factory floor? Its application in the B2B market has expanded well beyond simple jewelry. Today, Rose Quartz is a staple material in the beauty, home decor, and architectural sectors, each demanding specific manufacturing standards.

The Beauty and Wellness Sector
Perhaps the most volume-heavy application for Rose Quartz in the last decade has been the beauty tool industry, specifically facial rollers and Gua Sha tools. In this context, the stone serves a functional purpose based on its thermal properties. Rose Quartz has a high thermal mass and low heat conductivity, meaning it stays cool to the touch for a long time, even when in contact with skin.
Manufacturing these tools presents unique challenges. For rollers, we must drill a precise hole through the center of a cylindrical piece of quartz. This is one of the riskiest operations in the factory because the vibration of the drill bit can easily split the cylinder. We utilize ultrasonic drilling or high-speed water-cooled diamond drills to achieve this. Furthermore, the surface must be absolutely non-porous and perfectly smooth. Any micro-pits or scratches can harbor bacteria, which is a massive liability for skincare products. Therefore, the Quality Control (QC) standards for beauty tools are actually stricter than those for decorative figurines.
Architectural and Interior Design Elements
On the other end of the size spectrum, Rose Quartz is increasingly used in luxury architecture. We manufacture large-format slabs for backlit countertops, wall panels, and vanity tops. Because Rose Quartz is translucent, it interacts beautifully with LED backlighting, creating a soft, ethereal glow that artificial materials cannot replicate.
Producing these large slabs involves a complex process called lamination. Since getting a solid, crack-free block of Rose Quartz large enough for a kitchen island is geologically impossible, we slice the quartz into smaller tiles or rough pieces and bond them together onto a glass or acrylic substrate. This “semi-precious stone slab” manufacturing technique allows us to create expansive surfaces that look like solid gemstone. The challenge here is color matching. We must manually arrange thousands of pieces of raw quartz like a jigsaw puzzle to ensure the color transition across the slab is seamless and natural, avoiding patchy areas that would look like a checkerboard.
Defining Value: Commercial Grading Standards
In the gemstone and semi-precious stone industry, there is often a disconnect between the language of the miner and the language of the buyer. When a client asks “What does this grade of Rose Quartz do for my price point?”, we need a standardized system to answer them. Unlike diamonds, which have the rigid 4Cs (Cut, Color, Clarity, Carat), semi-precious stones like Rose Quartz rely on a more fluid, yet distinct, manufacturer grading system. At JADE MAGO, we categorize our output into three distinct tiers to manage expectations and pricing structures effectively.

The “Gem Grade” and Optical Phenomena
At the very top of the pyramid is what we call “Gem Grade” or “Extra Grade.” This material constitutes less than 5% of the total mined output. Physically, this Rose Quartz is characterized by high translucency—bordering on transparency—and an intense, saturated pink color. It is almost entirely free of white inclusions or cloudiness.
A specific subset of this grade exhibits a phenomenon known as Asterism, or the “Star Effect.” When this material is cut into a cabochon and illuminated by a single point of light, microscopic rutile needles aligned within the crystal structure reflect the light to form a six-rayed star. Manufacturing this material requires extreme precision. The cutter must align the base of the cabochon parallel to the rutile needles; if the orientation is off by even a few degrees, the star will be off-center or invisible. We reserve this grade strictly for high-end jewelry and investment-grade carvings, as the raw material cost is exponentially higher than standard commercial rough.
Commercial A and B Grades for Mass Production
For the vast majority of manufacturing projects—such as home decor, large carvings, and standard jewelry beads—we utilize Grade A and Grade B material. Grade A maintains a strong pink color but will possess the characteristic “cloudy” or milky appearance that Rose Quartz is famous for. This cloudiness is not a defect; it is the visual signature of the stone. However, Grade A must be structurally sound and free from ugly black mineral inclusions or iron stains.
Grade B material represents the volume driver of the industry. This stone is paler, often fading into a very light pink or near-white. It may contain significant white quartz streaks or “feathers.” From a manufacturing standpoint, Grade B is perfectly functional. It has the same hardness (Mohs 7) and chemical resistance as the Gem Grade. We often advise B2B clients to use Grade B material for large items like bookends or platters. In these larger formats, the natural variation and white veining add organic character to the piece, whereas a perfectly uniform pink block might look suspiciously like plastic or glass to the end consumer.
The Invisible Cost: Sustainability and Safety in Manufacturing
In the modern manufacturing landscape, what a material “does” also includes its impact on the environment and the workforce. Rose Quartz processing involves inherent risks and ecological considerations that a responsible manufacturer must manage. Ignoring these factors can lead to supply chain disruptions or reputational damage for the brands we supply.

Managing Silica Dust and Worker Safety
The most immediate “action” of Rose Quartz during processing is the generation of silica dust. Because quartz is pure silicon dioxide, grinding it dry releases fine respirable silica particles. Long-term exposure to this dust can cause Silicosis, a permanent and often fatal lung disease. This is the dark side of the industry that many low-cost workshops ignore.
At JADE MAGO, we adhere to wet-processing standards exclusively. Every saw, grinder, and polishing wheel is equipped with high-pressure water jets that capture the dust at the source, turning it into a slurry rather than an airborne hazard. Furthermore, our facility utilizes advanced air filtration systems. For a B2B buyer, sourcing from a factory with these safety protocols is not just an ethical choice; it is a risk mitigation strategy. Factories that cut corners on safety are prone to shutdowns by local environmental agencies, which can leave your order stranded indefinitely.
Water Recycling and Sludge Management
The byproduct of our wet-processing method is a thick, milky sludge composed of water, stone dust, and polishing compounds. We cannot simply dump this into the drainage system, as it would solidify like cement and block municipal pipes, not to mention the environmental harm.
We employ a closed-loop water filtration system. The slurry is pumped into settling tanks where the heavy stone particles sink to the bottom. The clean water rises to the top and is recycled back into the machinery cooling lines. The solid sludge is then pressed into cakes and disposed of responsibly, often repurposed as fill material for construction. This system reduces our water consumption by over 90%, allowing us to manufacture tons of Rose Quartz products without draining local water resources. When you market your products, being able to claim that they were manufactured in an environmentally responsible facility adds a layer of value that resonates with today’s eco-conscious consumer.
Conclusion: The Versatile Workhorse of the Stone Industry
So, to return to the original question: What does Rose Quartz do?
From a metaphysical view, it may heal hearts, but from a manufacturing perspective at JADE MAGO, it does the heavy lifting of the semi-precious stone industry. It provides a material that is harder than steel, chemically inert, and thermally stable. It challenges our engineers with its brittleness, demanding precise diamond tooling and careful handling, yet rewards us with a finish that rivals the finest glass.
Rose Quartz acts as a bridge between the raw geological world and the refined luxury market. It transforms from a jagged, fractured block of silica into smooth, cool-to-the-touch beauty tools, resilient architectural slabs, and intricate artistic carvings. It withstands the rigors of international shipping and daily use, provided it has been stabilized and processed correctly.
For the B2B buyer, understanding these manufacturing realities—from the Mohs hardness that dictates tool wear to the grading standards that determine price—is the key to successful procurement. It allows you to look past the surface pink and see the structural and technical quality of the product. Whether you are scaling a beauty brand or sourcing architectural surfaces, Rose Quartz is a material that, when manufactured with expertise, delivers performance as enduring as its geology.
Frequently Asked Questions
Why does the color of Rose Quartz vary from batch to batch?
Rose Quartz is a natural mineral, not a synthetic product. The pink hue comes from trace amounts of titanium, iron, or manganese, which vary geologically. “Gem Grade” material is deep pink and translucent, while “Commercial Grade B” is paler and milkier. As a manufacturer, we offer color-grading services to ensure consistency within a single order, but slight natural variations are a hallmark of authenticity.
Does Rose Quartz fade when exposed to sunlight?
Yes, this is a critical consideration for architectural placement. Prolonged exposure to direct UV radiation can cause the photosensitive agents in Rose Quartz to lose their saturation, turning the stone white over time. We strongly advise against using Rose Quartz for exterior cladding or outdoor furniture.
How can a buyer distinguish between real Rose Quartz and dyed glass imitations?
There are two main tests. First is the “Touch Test”: Rose Quartz has a high thermal mass and will feel colder than glass or plastic. Second is the “Hardness Test”: A steel knife will not scratch real Rose Quartz, but it will easily scratch glass. Additionally, under magnification, natural quartz shows irregular cloudiness, whereas fakes often contain spherical air bubbles.