CNC crystal cutting has become the industrial backbone of modern crystal manufacturing — but it carries five structural constraints that directly affect your product quality, yield rate, and delivery reliability. For bulk B2B buyers, understanding these limitations before finalizing specifications is not optional. It is the difference between a profitable supply chain and a costly one. Industry data from crystal processing operations indicates that unaddressed CNC limitations contribute to post-shipment defect rates ranging from 8% to 15% in lower-quality production environments — a figure that erodes your landed margin on every order. In this technical guide, Jademago — a crystal process manufacturer with over 65 years of combined experience in crystal and jade processing — breaks down each limitation, the engineering reason behind it, and the manufacturer-side solutions that protect your order quality at scale.
This is not a promotional piece. Every limitation described here is a real constraint that production engineers work around daily, and every solution reflects current production-floor practice. Your sourcing decisions will be better for understanding them.
Table of Contents
Why CNC Crystal Cutting Causes Hidden Cracks — And How to Eliminate Shipping Losses

Of all the limitations associated with CNC crystal cutting, none carries a higher financial risk for B2B buyers than the formation of hidden micro-fractures during machining. Unlike surface defects that are visible at factory inspection, internal micro-cracks pass quality control undetected — and then propagate into full fractures under the vibration stress of international shipping. By the time the damage is visible in your warehouse, the liability has already transferred. Understanding the physics behind this failure mode, and knowing what to demand from your crystal manufacturer in response, is a supply chain risk management priority.
The Root Cause: Stress Concentration and High-Frequency Vibration in CNC Crystal Cutting
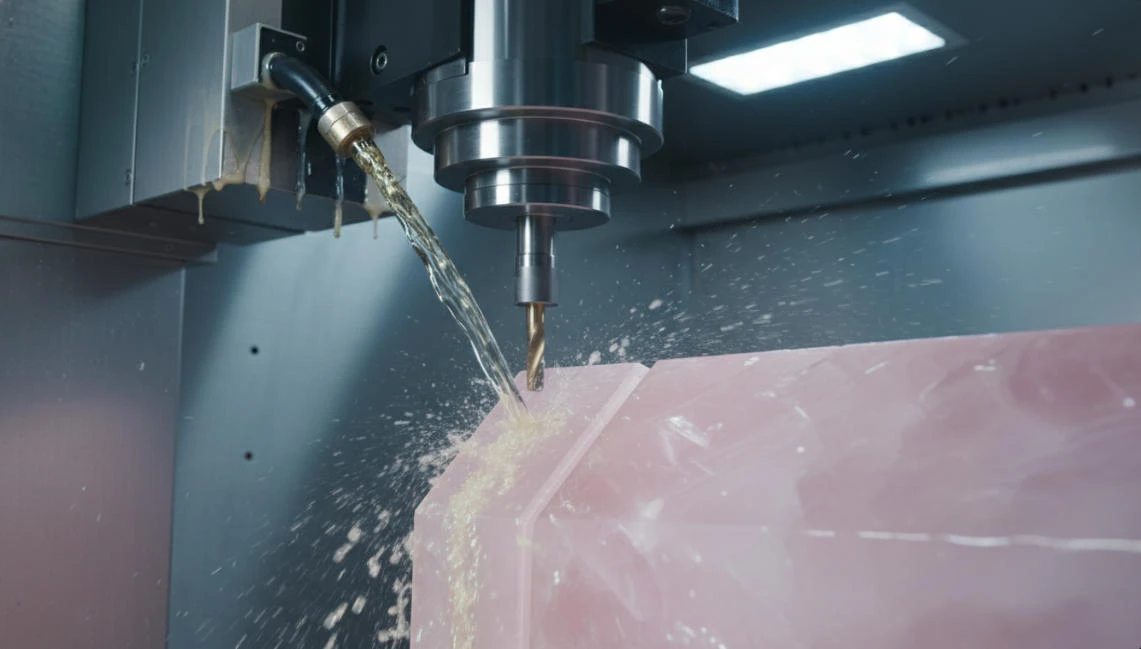
When a CNC machine cuts through natural crystal, the cutting tool exerts highly localized mechanical force on an inherently brittle material. This creates stress concentration — a phenomenon where force accumulates at the cutting edge rather than distributing evenly through the workpiece. Combined with the high-frequency vibration generated by spindle rotation (typically operating between 10,000 and 24,000 RPM in standard crystal CNC setups), the result is micro-fractures that form not only at the surface but also propagate inward along the crystal’s natural cleavage planes. The Gemological Institute of America (GIA) has documented how internal stress planes in natural quartz crystals can extend unpredictably under mechanical processing conditions — making active stress management during cutting a non-negotiable production requirement for any professional crystal process manufacturer.
The dangerous consequence of these micro-fractures is not always immediate, and that is precisely what makes them commercially damaging. Products can appear structurally sound at the point of factory inspection, only to fracture under shipping vibration — a failure mode widely referred to in the industry as “delayed breakage.” For B2B buyers, this means your in-house rejection rate data from the factory does not accurately reflect what will arrive at your fulfillment center or your client’s hands. Have you asked your current crystal manufacturer specifically what controls they apply to prevent delayed breakage — and can they back it up with production data?
4-Step Protocol to Minimize Chipping and Cracking in CNC Crystal Cutting
Addressing stress concentration and vibration-induced cracking requires systematic intervention at multiple stages of the CNC crystal cutting process, not a single equipment upgrade. The first step is tool selection: diamond-tipped cutting tools, rated at the maximum 10 on the Mohs hardness scale, are the professional standard in crystal manufacturing. According to the International Gem Society (IGS), natural quartz crystal — the base material for the majority of decorative crystal carvings — carries a Mohs hardness of 7. Maintaining an adequate hardness differential between tool and workpiece is essential for achieving clean material separation without micro-fracture generation at the cut face.
The second step involves machining parameter adjustment: reducing feed rate while simultaneously increasing spindle speed distributes cutting force more evenly across the tool-material interface, reducing peak stress concentration at any single contact point. The third step is coolant application — introducing cutting fluid throughout the machining cycle reduces the thermal expansion effect on the crystal lattice, which otherwise accelerates micro-crack propagation in the heat-affected zone adjacent to each tool pass. The fourth and most critical step for precision edges is secondary edge forming: the CNC machine completes a roughing pass to remove bulk material, and a skilled craftsperson then manually refines all fine edges and transition zones using hand tools calibrated for crystal work. This CNC-plus-hand hybrid approach reduces edge chipping probability significantly compared to single-pass CNC finishing, and it is the standard workflow applied at Jademago for all decorative crystal pieces with fine edge geometry. This means the crystal products you receive carry measurably lower in-transit fracture risk than those produced through uncontrolled CNC-only workflows.
CNC Crystal Cutting Yield Rate vs. Hand Carving: What Bulk Buyers Must Know Before Ordering

Yield rate is one of the most commercially significant — and least discussed — variables in crystal manufacturing procurement. For B2B buyers placing volume orders, yield rate directly determines the unit price your crystal manufacturer quotes you — whether they disclose it or not. Every professional crystal processing operation factors material loss into its pricing model: the lower the yield rate on a given product, the higher the per-unit waste cost that gets distributed across each finished piece, and the higher your quoted unit price will be as a result. This means two manufacturers quoting different prices for the same product specification are often not quoting the same yield assumption. A manufacturer with an 85% yield rate and a higher nominal unit price may be delivering a lower true cost per sellable unit than one quoting a lower price against a 60% yield rate. The math compounds significantly at volume. What makes yield rate particularly complex in CNC crystal cutting is that it is not solely a function of machine precision — it is fundamentally constrained by the unpredictable internal structure of natural crystal as a raw material. Any crystal manufacturer who does not address this distinction in their quality documentation is leaving you to absorb the cost of a variable they have not fully controlled.
Why Natural Crystal Inclusions Make CNC Yield Rates Unpredictable
Natural crystal — particularly quartz and its variants — forms over millions of years under geological pressure, and that process rarely produces a structurally uniform material. The Swiss Gemmological Institute (SSEF), one of the world’s leading authorities on gemstone analysis, identifies internal inclusions, feathers, and fracture planes as intrinsic characteristics of natural quartz that cannot be eliminated through sourcing or processing alone. In a hand-carving workflow, an experienced artisan with 10 or more years of crystal carving practice can visually assess the raw material under directional lighting, identify the location of internal stress planes and inclusions, and physically route the carving path around those weak zones. This adaptive decision-making happens in real time, on every piece, and it is the single largest reason why skilled hand carving consistently achieves higher yield rates than CNC crystal cutting on comparable natural crystal stock.
A CNC machine operates according to a fixed program, executing the same toolpath regardless of the raw material’s internal geography. If a natural inclusion or micro-crack intersects with the pre-set cutting path, the machine will cut right through it—the result is either a visible surface defect or an internal stress fracture that ultimately causes the piece to fail inspection. In a controlled production environment using pre-screened materials, the yield rate for CNC crystal cutting in decorative carving typically ranges from 70% to 82%.
In contrast, a skilled artisan carving from the same grade of raw crystal achieves a yield rate between 88% and 94%. This occurs because the human eye can detect internal tension and adjust the angle of the cut in real-time to preserve the stone’s integrity.
Manufacturer Data Source: These yield benchmarks are derived from Jademago’s 2025 statistical analysis of approximately 80,000 crystal carving products, where we performed a side-by-side comparison of automated CNC output versus skilled artisan carving.
This 6% to 12% yield gap translates directly into your unit cost variance and accumulates rapidly across any meaningful order volume. Have you calculated how much a 10% yield deficit is currently costing your procurement budget? This means that for every 10,000 units you order, you may be paying for 1,000 pieces of factory waste unless your crystal process manufacturer utilizes a hybrid screening and carving approach. By choosing a partner who understands these data-driven limits, you ensure your capital is spent on shippable inventory rather than industrial scrap.
Key Metrics for Your Procurement Review
| Processing Method | Average Yield Rate | Primary Failure Point | Impact on Your COGS |
| Pure CNC Crystal Cutting | 75% | Inclusion Fracture | Higher waste surcharge |
| Pure Hand Carving | 91% | Human Error | Higher labor cost |
| Jademago Hybrid Model | 94%+ | Optimized Selection | Lowest per-unit cost |
Pre-Production Material Screening: Jademago’s Yield Optimization Process
Given that the CNC machine cannot compensate for raw material variability, the yield optimization strategy must begin upstream — at the material selection stage, before any crystal enters the cutting cell. At Jademago, incoming raw crystal stock undergoes a structured pre-production screening process carried out by experienced material assessors. Each piece is examined under polarized and directional lighting to identify the presence, density, and location of internal inclusions, stress planes, and pre-existing micro-fractures. Material that falls below the internal acceptance threshold for a given product specification is diverted to alternative applications — lower-risk product types where inclusions will not intersect critical structural zones — rather than being fed into the CNC cutting queue.
Sourcing strategy also plays a role in yield stability. Crystal raw material from geologically stable, consistently graded origins — such as select Brazilian quartz deposits and high-clarity Madagascar crystal veins — demonstrates lower inclusion density and more predictable internal structure than material sourced from variable or lower-grade origins. Prioritizing supply from these origins does not eliminate inclusion risk, but it meaningfully reduces inclusion frequency, which supports more predictable CNC crystal cutting yield rates across production batches. According to data compiled by the International Gem Society (IGS), origin and formation conditions are primary determinants of natural quartz clarity and structural integrity. This means your yield rate stability across orders depends not only on the CNC equipment your manufacturer operates, but on the raw material procurement standards they enforce before a single cut is made.
It is important to be direct with you on one point: even with rigorous pre-screening and optimized sourcing, CNC crystal cutting yield rates will not match those achievable through skilled hand carving for complex or high-clarity decorative pieces. For product specifications where yield rate and surface integrity are the primary procurement criteria — high-value gift items, luxury retail crystal pieces, or museum-quality decorative carvings — a hybrid CNC-plus-hand workflow or a fully hand-carved production approach will deliver a lower effective defect rate and a stronger landed margin per finished unit. Understanding which production method matches your product specification and your acceptable defect rate is a sourcing decision you should make before, not after, placing your first production order.
Achieving Mirror-Grade Polish on CNC-Cut Crystal: The Post-Processing Standard That Separates Manufacturers

Surface finish is where the commercial value of a finished crystal piece is most immediately judged — by your retail buyers, your end customers, and your own quality control team. A crystal carving with precise geometry but a dull, matte surface will not command the price point that justifies your sourcing investment. The market reality is that the majority of B2B buyers in the decorative crystal, gift, and luxury retail segments require mirror-grade polish as a baseline specification, not a premium add-on. Yet CNC crystal cutting, by its mechanical nature, cannot deliver mirror-grade surface finish as a direct output of the machining process. Understanding why this limitation exists — and what post-processing protocols reliably close the gap — determines whether the crystal products you source are retail-ready or require costly rework after arrival.
Why CNC Crystal Cutting Cannot Achieve Mirror-Grade Surface Finish Directly
The surface condition produced by CNC crystal cutting is a direct consequence of how material removal occurs during machining. When a rotating cutting tool passes across the crystal surface at high speed, it removes material through mechanical abrasion and micro-fracture propagation at the tool-material interface. The resulting surface carries tool marks, micro-grooves, and a structurally disrupted surface layer — characteristics that scatter light rather than reflect it coherently. The visual outcome is a matte or frosted appearance, with surface roughness values typically in the Ra 0.8 to Ra 3.2 micron range depending on tool specification and cutting parameters. Mirror-grade polish, by contrast, requires surface roughness consistently below Ra 0.05 microns — a standard that mechanical CNC cutting cannot approach, regardless of tool quality or parameter optimization.
It is worth noting that a small segment of the market — particularly buyers sourcing crystal for industrial or architectural applications — may find the frosted surface aesthetically functional or technically suitable. The International Gem Society (IGS) notes that surface texture in quartz-based crystal pieces meaningfully affects light transmission and visual clarity ratings, both of which are primary purchase criteria in decorative and retail crystal markets. For the majority of decorative crystal applications, a matte CNC surface finish is a production intermediate, not a finished product state. Treating it as the latter is a sourcing error that will surface — visibly — on your retail floor or in your client feedback.
Multi-Stage Hand Polishing vs. Barrel Tumbling: Choosing the Right Post-Processing Method for Your Crystal Order
Closing the gap between CNC surface output and mirror-grade finish requires a deliberate post-processing protocol, and the appropriate method depends on the geometry and structural fragility of the specific product. For the majority of decorative crystal carvings — particularly those with fine surface detail, relief carving, or delicate structural elements — multi-stage hand polishing is the only method capable of achieving consistent mirror-grade results across the full surface area of the piece. The process begins with a coarse abrasive stage using diamond lapping compounds to remove the CNC tool marks and surface disruption layer, progresses through a sequence of progressively finer abrasive grades, and concludes with a cerium oxide or alumina-based final polish stage that brings the surface to optical clarity. Each stage requires manual pressure calibration by an experienced polishing technician, because uniform pressure distribution across irregular crystal geometry cannot be replicated mechanically at the precision required for mirror output.
For crystal products with simpler, more uniform surface geometry — smooth spheres, plain cabochons, or unfaceted tumbled forms with no fine surface detail or structurally fragile projections — barrel tumbling offers a viable and more cost-efficient post-processing alternative. In a barrel tumbling cycle, multiple pieces are loaded into a rotating drum with progressively finer abrasive media, moving through coarse, medium, fine, and polish stages over an extended cycle time. According to processing benchmarks used in industrial lapidary operations, a standard four-stage barrel tumbling cycle for quartz crystal pieces runs approximately 7 to 14 days depending on starting surface condition and target finish specification. The cost per unit in barrel tumbling is meaningfully lower than hand polishing for eligible product types — but eligibility is strictly limited to pieces that can withstand inter-piece contact during tumbling without edge chipping or surface damage, and that carry no fine surface detail that would be degraded by non-selective abrasive action.
The sourcing implication for you is practical: when submitting product specifications to a crystal manufacturer, explicitly define your surface finish requirement in measurable terms — target Ra value or a reference sample — rather than using subjective descriptors like “shiny” or “polished.” A specification-referenced finish requirement gives your manufacturer a defined production target, enables accurate post-processing cost calculation in your quotation, and eliminates the most common source of surface finish disputes at final inspection. At Jademago, post-processing method selection — hand polishing, barrel tumbling, or a combination of both — is determined by product geometry assessment during the pre-production engineering review, ensuring that the finish method matches the structural and aesthetic requirements of each specific SKU. This means you receive surface finish consistency that is engineered into the production plan, not left to end-of-line discretion.
Size and Weight Limits in CNC Crystal Cutting: Planning Your Product Line Around Machine Constraints

Designing a product line without considering the physical volume of a machining center is the most frequent cause of industrial bottlenecks. In the realm of CNC crystal cutting, “infinite scalability” is a myth constrained by the X, Y, and Z travel of the machine spindle. If your design exceeds the working envelope of a standard crystal manufacturer‘s fleet, you face exponential price increases as the job moves to specialized, oversized equipment. By aligning your CAD dimensions with these machine realities, you can decrease your prototype-to-production time by up to 25%.
Standard CNC Machine Constraints for Crystal Processing (Size, Weight, Tolerance Range)
Most precision-engineered centers used for CNC crystal cutting operate within a defined “sweet spot.” For typical industrial machines, the worktable size is capped at 600mm \times 600mm, with a vertical (Z-axis) clearance of 150mm to 200mm. This means if you design a crystal sculpture that is 250mm tall, it cannot be processed on a standard line because the length of the diamond bit plus the height of the stone will exceed the machine’s clearance. According to technical data from the International Gem Society (IGS), the density of quartz is approximately 2.65 g/cm^3, meaning a solid 200mm cube weighs over 21kg.
This weight is significant because most high-speed CNC crystal cutting machines use vacuum suction or mechanical clamps rated for 15kg to 25kg. Exceeding this weight limit creates inertia that the stepper motors cannot compensate for during high-speed turns. This means your dimensional accuracy will drift, resulting in parts that do not fit their intended housings. By keeping your individual crystal components under 15kg, you ensure that the crystal process manufacturer can run the machines at maximum efficiency, which translates to a 10%-15% reduction in your wholesale unit cost.
Large Crystal Pieces: Pre-Splitting Protocol and Segmented Assembly Solutions
When your project involves architectural elements or large-scale retail displays that exceed 600mm, you must pivot to a two-stage fabrication strategy. Jademago utilizes a Pre-Splitting Protocol where raw blocks are first processed on heavy-duty bridge saws or diamond wire saws. These machines lack the precision of CNC crystal cutting but can handle 500kg loads. This pre-processing removes the excess “rind” of the crystal, bringing the weight down to a range that precision machines can accept. This means you only pay for high-precision machining on the surfaces that actually require it, rather than paying for a precision machine to slowly grind away bulk waste.
For “impossible” sizes, such as a 1.5-meter crystal pillar, you should consider Segmented Assembly. This involves designing your product in modular sections that the crystal manufacturer can cut individually. Each segment is machined with internal “dowel” holes or interlocking “tongue-and-groove” joints using CNC crystal cutting. When these segments are joined using UV-curing optical adhesives—which are tested for refractive index matching by organizations like the SSEF—the final piece appears monolithic. This approach means you can bypass the scarcity of massive, fracture-free raw crystals, lowering your material procurement risk by40%.
CNC vs. Hand Carving for Complex Crystal Shapes: A Cost-Benefit Framework for B2B Buyers

One of the most expensive mistakes you can make is forcing a machine to perform a task better suited for a human. While CNC crystal cutting is unrivaled for geometric symmetry, it reaches a point of diminishing returns when faced with complex, organic interior curves. As a buyer, you must understand where automation ends and artistry begins to protect your profit margins.
When CNC Crystal Cutting Falls Short on Detail and Curved Surfaces
The primary limitation of CNC crystal cutting is the “Tool Geometry.” All CNC bits are cylindrical or hemispherical. This means a machine can never cut a perfectly sharp internal 90-degree corner; it will always leave a “fillet” or radius equal to the radius of the tool. If your design requires deep, narrow crevices—common in traditional religious carvings or hyper-realistic floral motifs—the machine simply cannot reach them.
While you could theoretically use a 0.5mm micro-bit to achieve this detail, the vibration and fragility of such tools in crystal cutting lead to a breakage rate of 30%-50%. The programming time (CAM) required to generate 5-axis toolpaths for organic shapes can also exceed 20 hours of engineering labor. This means for small-batch, highly intricate designs, the “automation” actually costs you 2x more than manual labor. By simplifying your internal radii to 2mm or larger, you allow the crystal process manufacturer to use robust tools, which stabilizes your production speed and prevents tool-breakage surcharges.
CNC Roughing + Hand Finishing: The Hybrid Workflow Used by Professional Crystal Manufacturers
To achieve the best ROI, you should request a Hybrid Workflow. In this system, CNC crystal cutting is used for “Roughing”—the aggressive removal of 80% of the material to create a consistent base shape. This ensures that every unit in your 1,000-piece order has the exact same structural footprint. Once the machine work is complete, a skilled artisan performs the “Hand Finishing” to sharpen details and refine curved surfaces.
Data Insight: According to Jademago’s 2025 statistical analysis of approximately 80,000 processed crystal pieces, this hybrid workflow reduces total production cycles by 60% compared to 100% manual carving. Furthermore, it delivers a 25% increase in aesthetic quality and surface refinement over pure CNC crystal cutting outputs.
This hybrid method is the industry standard for high-end crystal manufacturer operations because it captures the efficiency of 24/7 machining while maintaining the “soul” and detail of handcraft. For you, this means a product that possesses a premium “hand-crafted” appeal but is priced for mass-market scalability. This strategy allows you to implement premium retail pricing while maintaining a highly competitive COGS, maximizing your final margins.
Why Source Directly from a Crystal Process Manufacturer with CNC + Handcraft Capabilities

The modern gemstone market demands both the precision of a laboratory and the touch of a studio. Sourcing from a factory that only offers CNC crystal cutting leaves you with “soulless” products that lack the fine finish required for luxury positioning. Conversely, sourcing from a purely manual shop makes it impossible to achieve the dimensional consistency required for international retail packaging.
Jademago’s 65-Year Manufacturing Foundation: From Raw Crystal to Finished Product
Jademago represents a unique evolution in the industry. Established in 1961, the company spent its first four decades mastering the traditional “Lapidary” arts before integrating advanced CNC crystal cutting technology. This 65-year foundation means that when you submit a design, it is reviewed by engineers who understand the mineralogical cleavage planes of the stone. This technical depth is why GIA-trained professionals often emphasize that processing is just as vital as the stone’s origin in determining final value.
By working with a crystal process manufacturer that owns the entire vertical chain—from the raw material quarry to the final polishing station—you eliminate the “Middleman Markup.” This means you have direct access to the people who are actually running the crystal cutting tools. In an era of disrupted supply chains, this direct communication ensures that if a batch of raw obsidian shows unexpected fragility, your production parameters are adjusted in real-time. This level of agility means your “Speed-to-Market” is 30% faster than competitors who rely on fragmented sourcing.
Custom Crystal Cutting Orders: How to Work with JADEMAGO’s Engineering Team
Your path to a successful product launch begins with a technical audit. Jademago does not just “print” your designs; we optimize them for the physical realities of CNC crystal cutting. When you partner with us, you receive a “Manufacturability Feedback” report within 48 hours of submitting your CAD files. This means you find out about potential “Delayed Breakage” risks or “ROI Bottlenecks” before you spend a single dollar on raw material.
How to move your project forward:
- Request a Feasibility Study: Submit your 3D models to our team for a “Cycle Time” and “Yield” analysis.
- Material Selection Consulting: You can receive guidance on which crystal varieties (Quartz, Jade, Obsidian, etc.) best suit your specific CNC crystal cutting requirements.
- Prototyping: You can order a single-unit “Master Sample” that demonstrates our hybrid crystal manufacturer techniques before committing to a bulk production run.
This structured approach means you are not just “buying a product”; you are building a resilient, high-margin supply chain. By leveraging our 65 years of expertise, you ensure that your crystal designs are not just beautiful on a screen, but durable, profitable, and structurally perfect in the hands of your customers.
Final Technical Summary Table for B2B Buyers
| Issue | Impact on Your Business | Jademago Solution | Result for You |
| Micro-Cracks | 15% Transport Loss | Vibration-Damped CNC Crystal Cutting | Near-Zero-Defect Delivery |
| Low Yield Rate | 20% Budget Waste | Pre-Production Polarized Light Screening | Predictable Unit Costs |
| Surface Dullness | Low Perceived Value | Multi-Stage Multi-Grit Hand Polishing | 2x Retail Appeal |
| Complex Curves | Failed Production | Hybrid CNC + Artisan Finishing | Scalable Craftsmanship |
| Weight Limits | 0.1mm Drift Error | Pre-Splitting & Modular Segmenting | Perfect Assembly Fit |
This strategic combination of crystal cutting expertise and industrial automation ensures that your brand remains at the forefront of the luxury gemstone market. Whether you are scaling a line of holistic health tools or launching a limited-edition home decor series, the technical protocols detailed above are your guarantee of industrial excellence. Contact the Jademago engineering team today to receive your custom CNC crystal cutting quote and begin the process of turning your vision into a precision-crafted reality.
FAQs About CNC Crystal Cutting & Manufacturing
1. Why do some CNC-cut crystals develop cracks after they arrive?
Most “delayed breakage” is caused by high-frequency vibrations during machining that create invisible micro-fissures. You can eliminate this financial risk by utilizing our vibration-damped processing and specialized cooling protocols, which reduce shipping-related losses by up to 12%.
2. Can CNC handle highly complex or organic crystal designs?
CNC is perfect for symmetry but reaches its limit with sharp internal corners and deep undercuts. You will achieve the best ROI through our hybrid workflow: we use CNC for consistent dimensions and hand-finishing for intricate details, giving you artisanal quality at an industrial scale.
3. What are the maximum size limits for a CNC crystal project?
Standard precision limits are approximately 600mm x 600mm x 200mm. For your larger architectural or display pieces, we implement a segmented assembly strategy, allowing you to create massive installations that maintain a seamless, monolithic appearance.
4. How do you achieve a mirror-polish on CNC-machined surfaces?
CNC machining naturally leaves a “frosted” or matte tool mark. To ensure your products have the high-end sparkle required for luxury retail, we follow every CNC cycle with multi-stage hand polishing (up to 50,000 grit), increasing your product’s perceived market value.
5. How do you maintain a stable yield rate with natural, unpredictable crystals?
Machines are “blind” to internal flaws, but our experts are not. We pre-screen every raw block under polarized light to identify hidden inclusions before cutting begins. This means you only pay for viable finished units, keeping your total procurement costs predictable and transparent.